致力于陶瓷砂輪,樹脂砂輪等固結(jié)磨具的研發(fā),生產(chǎn)與銷售

精工鑄造 品質(zhì)優(yōu)先
石墨砂輪,細粒度拋光砂輪,陶瓷氣孔砂輪,不銹鋼磨削專用砂輪,異型定制砂輪
全國服務(wù)熱線 13526760218
石墨砂輪,細粒度拋光砂輪,陶瓷氣孔砂輪,不銹鋼磨削專用砂輪,異型定制砂輪
全國服務(wù)熱線 13526760218

13526760218
鄭州滎陽市新材料產(chǎn)業(yè)園區(qū)鉆石5路6號附2號廠區(qū)
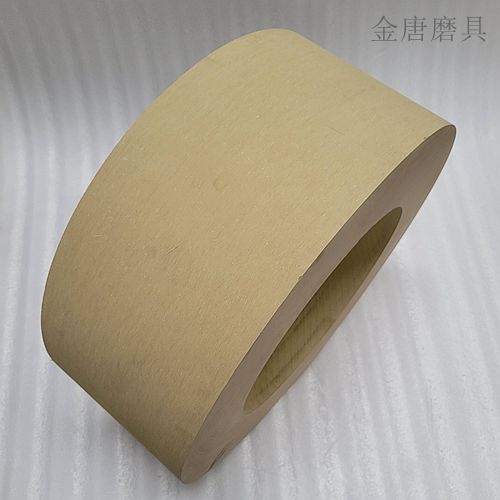
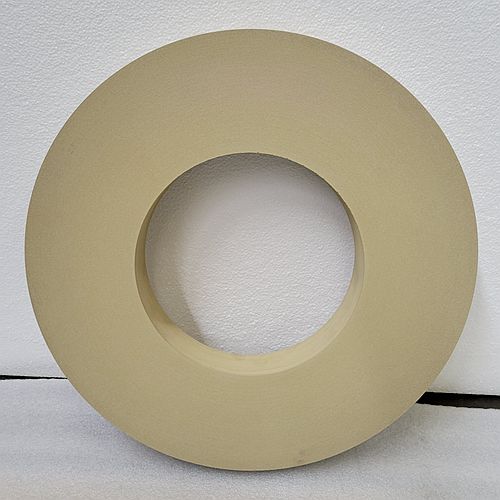
石墨砂輪是很早就研發(fā)出的一種拋光砂輪,屬于樹脂結(jié)合劑微粉砂輪的一種,*近幾年有一部分廠家開始嘗試用橡膠結(jié)合劑做石墨砂輪,但是市場上仍以樹脂結(jié)合劑石墨砂輪為主。早些年,因為國內(nèi)的磨加工工藝普遍以中低端為主,高精密磨削零件大都使用進口砂輪拋光,近些年隨著國內(nèi)機加工往高精密轉(zhuǎn)型,石墨砂輪使用逐漸變得廣泛起來,下面就是石墨砂輪的詳細介紹:
品 名:石墨砂輪 磨 料:WA/GC,分子式AL2O3/SIC
結(jié)合劑:環(huán)氧樹脂 添加料:石墨細粉
粒度:F400-F1000# (W20-W7) 硬度: E/F
使用線速度:不高于35m/s
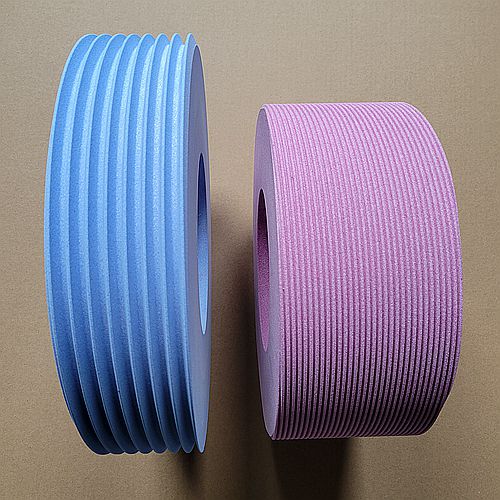
磨削對象:軸承鋼,模具鋼,不銹鋼,高速鋼,硬質(zhì)合金鋼,鑄鐵類等其他金屬材料。使用行業(yè):軋輥,油缸油泵,活塞桿,齒輪,伸縮臂,活塞銷,高精軸承等其他精密制造行業(yè)。
光潔度: 普通外圓磨可達Ra0.04-0.01,無心磨削可達Ra0.06-0.04.
修整工具及方法:金剛石筆,小進給量慢速移動修整。
磨削方式:帶磨削液濕磨,不可干磨,磨削液采用普通磨削液即可,磨削液須干凈,無雜質(zhì),若粗磨與拋光共用一臺床子,拋光前需更換加細濾紙重新過濾磨削液或直接更換新磨削液。
使用方法:
1砂輪上機前,應(yīng)先目測其外表,有無裂紋和損傷,用木錘或橡膠錘輕敲砂輪應(yīng)發(fā)出清脆聲音,使用前應(yīng)上機空轉(zhuǎn)3分鐘,無問題后方可使用。
2石墨砂輪因粒度號比較細,磨削力很弱,單次進給量在1絲以下或更小(具體還要看工件的尺寸大小來定),主要用于尺寸精度已基本達到或已達到上公差的拋光工序,不可用于粗磨或半精磨大進給量磨削工序。
3此種砂輪屬于研磨砂輪,所需磨削時間會比較長,根據(jù)工件尺寸、材質(zhì)等的不同,外圓磨削時間在5-30分鐘之間,具體還要看工件的尺寸大小和前道精磨打底情況來定,前道精磨打底比較好,拋光工序可大大縮短時間。無心磨須盡量放慢導輪速度讓工件慢速通過或增加磨削次數(shù)以達到磨削要求。
二維碼

聯(lián)系方式
13526760218
在線留言
返回頂部